
POP封装丨POP堆叠封装SMT工艺规范
微信视频号:sph0RgSyDYV47z6
快手号:4874645212
抖音号:dy0so323fq2w
小红书号:95619019828

添加图片注释,不超过 140 字(可选)
PCBA互联密度发展时间轴:
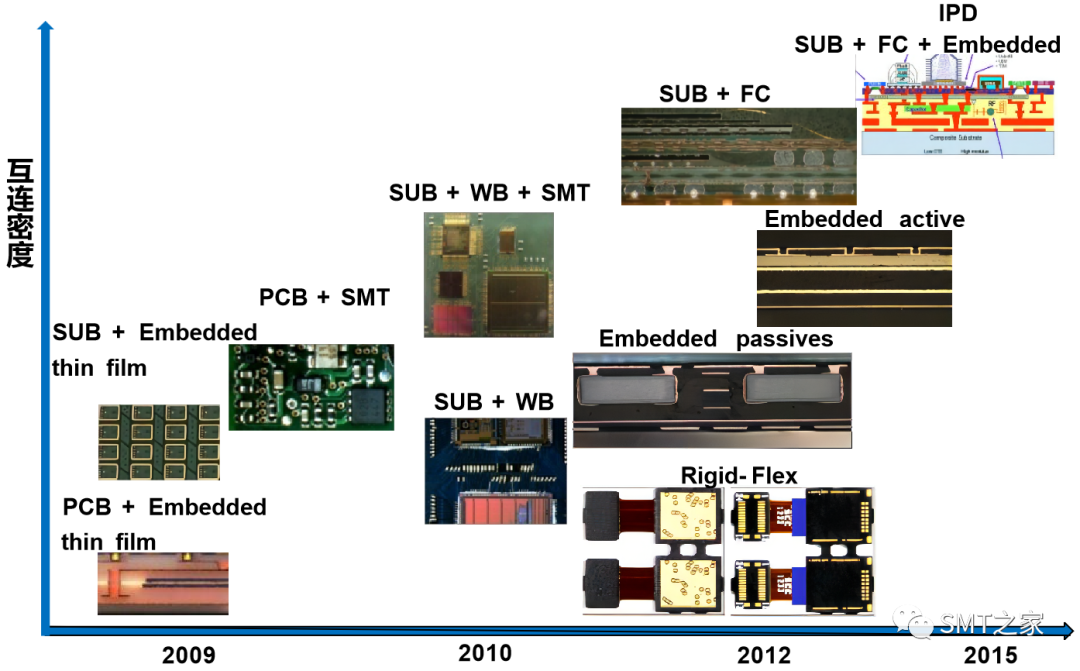
添加图片注释,不超过 140 字(可选)
添加图片注释,不超过 140 字(可选)
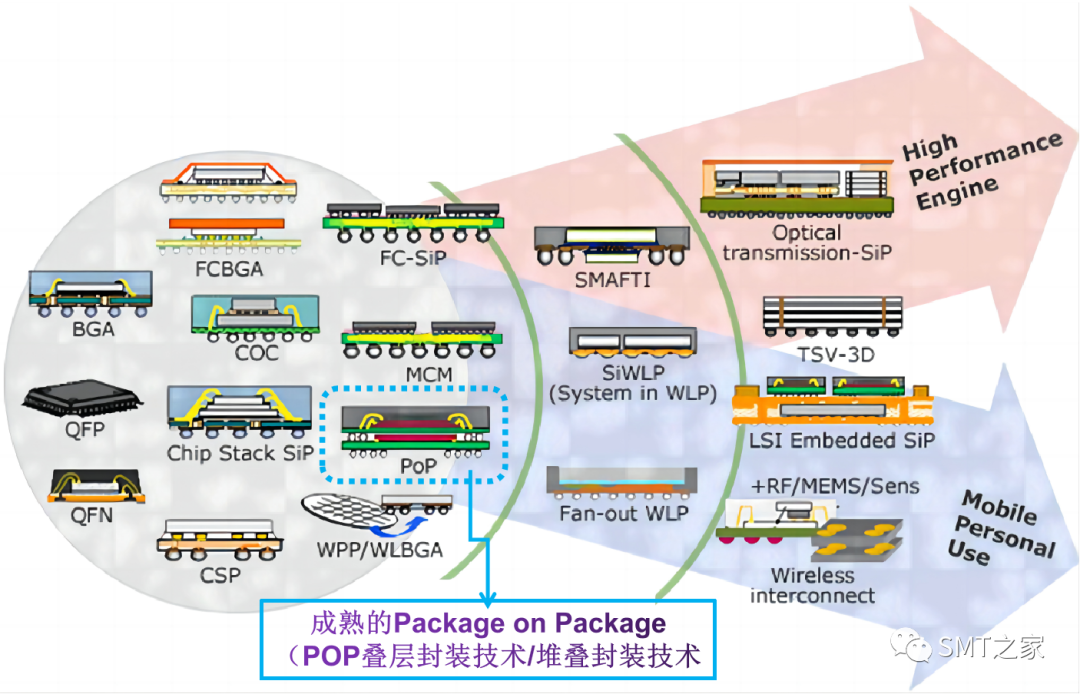
成熟的POP(Package on Package,叠层封装技术/堆叠封装技术)
添加图片注释,不超过 140 字(可选)
POP应用场景:

添加图片注释,不超过 140 字(可选)
参考文件:IPC-7095 J-STD-005 IPC-2221 IPC-610
POP(Package on Package,堆叠封装/叠层封装技术)
一、目的
为了提高我司PoP制程工艺的生产加工能力,加强对产品的质量控制能力,进一步提升并确保我司产品的SMT加工及测试直通率。
二、适用范围
本技术规范适用于我司对PoP特殊产品的SMT生产、工程、及工艺控制,指导SMT部、品质部对产品的监督和质量管控的规范性文件。
POP抛料元件处理:
抛料POP元件
-->分开摆放
-->用清洁布清洁锡球表面多出的Flux
-->使用溶剂清洁内部残留Flux
-->吹干
-->记录报表
-->工艺显微镜下确认清洗效果/元件有无氧化等
-->签字确认
-->确认OK后元件表面极性点打点标记/板面明显位置做“P”标记
-->集中投入使用
-->集中测试X-Ray
-->SMT记录S/N号以备追溯
-->集中跟踪测试
-->跟进组装测试。
三、具体要求(目录)
1 Dipping Station 设备能力要求
2 Dipping Station 厚度测量要求
3 Dipping Flux 工艺操作要求
1 Dipping Station 设备能力要求
添加图片注释,不超过 140 字(可选)
2 Dipping Station 厚度测量要求
-
要求Flux膜厚测量的最小刻度精度到1mil/25.4um,优选10um;
-
有两种膜厚测量工具供选择:片式计量规和滚轴式计量规;优选片式计量规;
-
厚度检测频率:试制阶段要求每隔0.5小时检测一次Flux 厚度,每次测量前Dipping Station转动3~5次,使Flux厚度均匀一致后再测量;量产稳定后测量频率可调整为1小时/次;具备Flux自动添加功能的Dipping Station量产稳定后测量频率可调整为2小时/次。
-
测量时要求连续测试3次,每次测试3个不同位置,9个测试数据须全部满足厚度规格要求,并记录测试时间,测试人员和测试结果
Dipping station膜厚测量规对比表
-
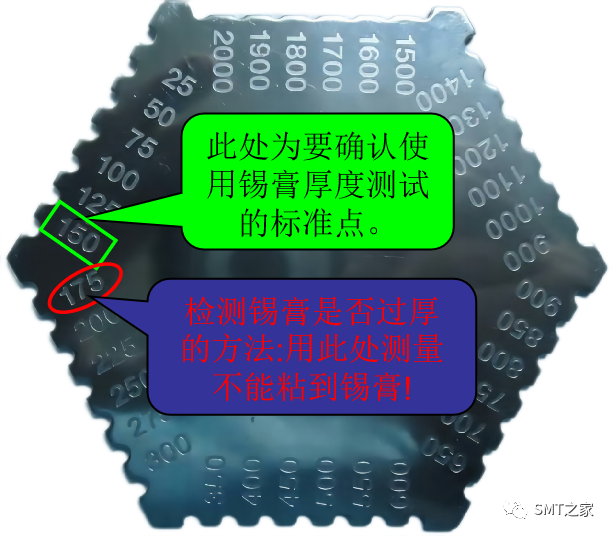
测量规范要求:
-
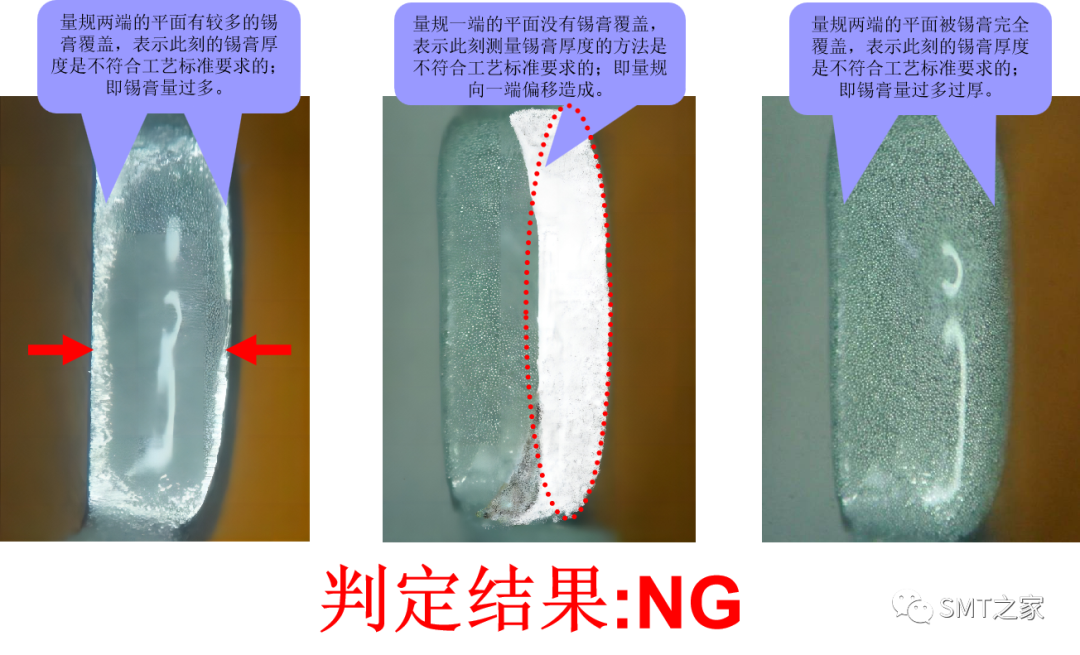
加锡膏后,用专用量规测量锡膏的实际厚度,正确的锡膏厚度确认方法:
-
控制在150um将量规放入供料器内测量时的停顿时间为2-3秒,不可放在供料器内的时间过长。
添加图片注释,不超过 140 字(可选)
添加图片注释,不超过 140 字(可选)
-
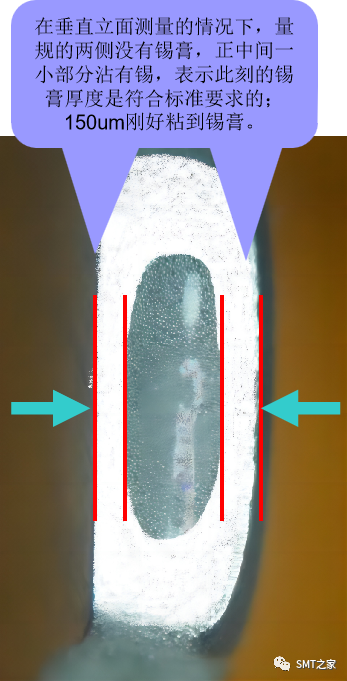
注意:测量锡膏厚度时,量规不能向一端偏移。
添加图片注释,不超过 140 字(可选)
-
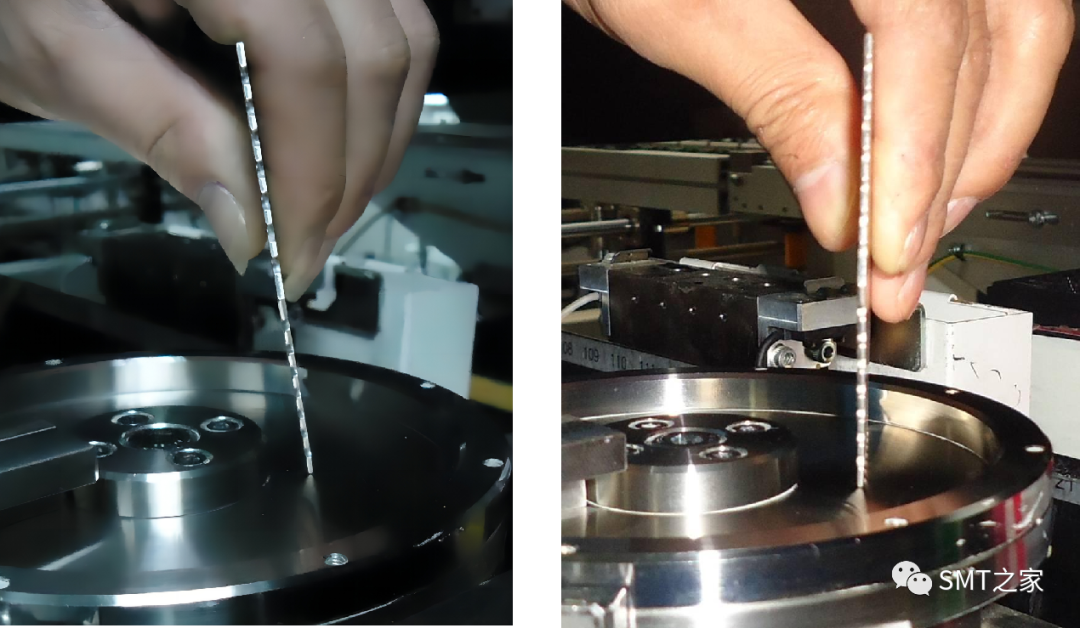
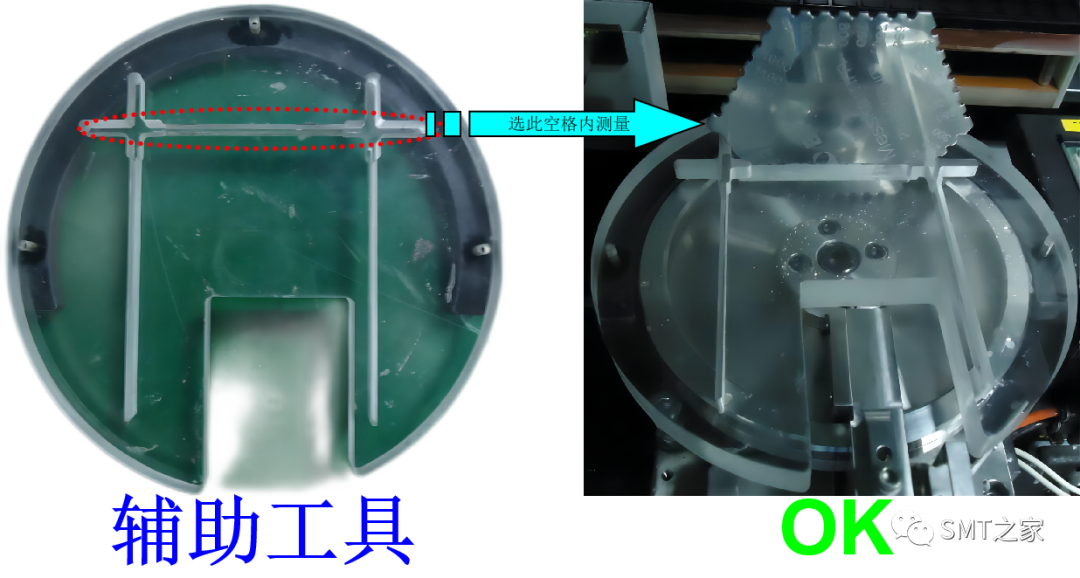
注意:测量锡膏厚度时,量规不能向一端偏移,必须以垂直立面的方式测量,必须使用专用辅助测量工具来测量,保证测试的准确性。
添加图片注释,不超过 140 字(可选)
-
产品正常生产时当线工程人员必须每半小时用量规测量确认一次锡膏的厚度,是否在要求范围之内由品质IPQC监督执行。
当出现下列情况时表明锡膏厚度测量的方法不正确,测量值不准确,必须及时纠正测量手法或反馈当线工程调整锡厚。
添加图片注释,不超过 140 字(可选)
-
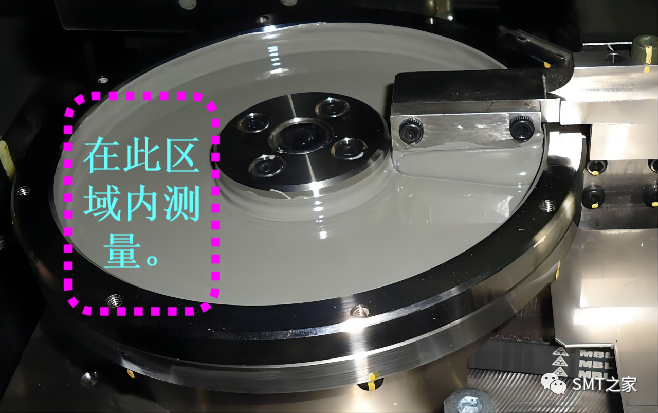
测量锡膏厚度时必须按照下图要求在指定的范围内测试,以保证测量值的准确性。
添加图片注释,不超过 140 字(可选)
-
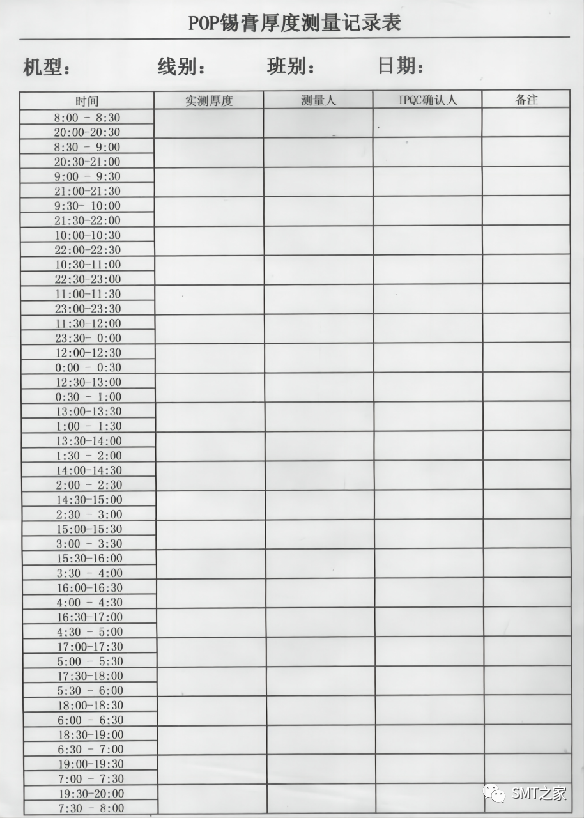
测试结果OK后共同在[PoP锡膏厚度测量记录表]上共同签字,如实填写记录表格,此表格保存期限为3个月。
-
当发现锡量偏少时当线工程人员要及时酌量添加锡膏后再重新测试并记录; 记录表格如下:
添加图片注释,不超过 140 字(可选)
-
两班交接后需立即测量锡膏厚度值,并取一颗实物料进行粘锡测试,然后放入显微镜下目视粘锡厚度是否在要求的范围之内。
膜厚SOP:
添加图片注释,不超过 140 字(可选)

添加图片注释,不超过 140 字(可选)
3 Dipping Flux 工艺操作要求

添加图片注释,不超过 140 字(可选)
-
按照以下工艺要求,以保证Dipping Flux工艺品质:
-
Dipping flux深度示意图
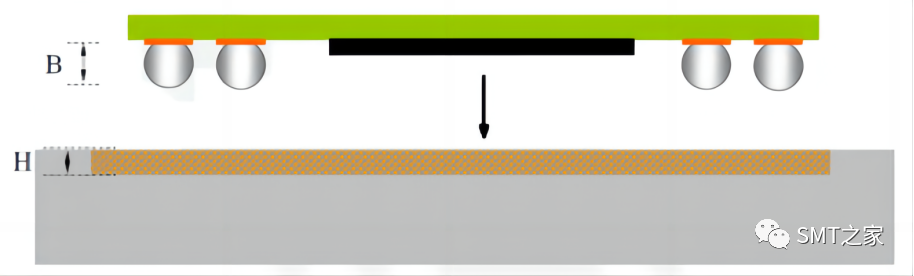
添加图片注释,不超过 140 字(可选)
-
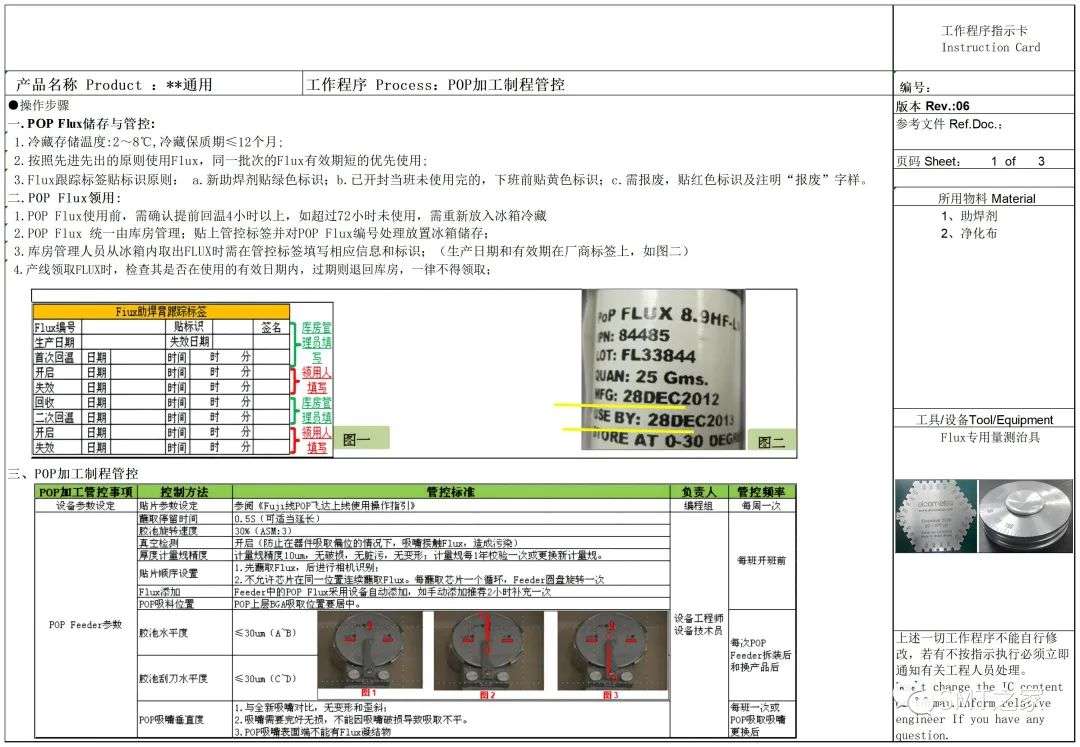
工艺操作要求SOP:

添加图片注释,不超过 140 字(可选)
-
在正式的PCBA过炉前必须检查炉温曲线Profile, 为保证炉温准确性必须由实物板来测量炉温,要求如下:
-
预热时间(160~217℃):80秒~85秒
-
熔点以上的时间(>220 ℃):55秒~60秒
-
最大升温速率;<3 ℃/秒;最大冷却速率:<5 ℃/秒
-
最高的温度:238 ℃ ±2 ℃
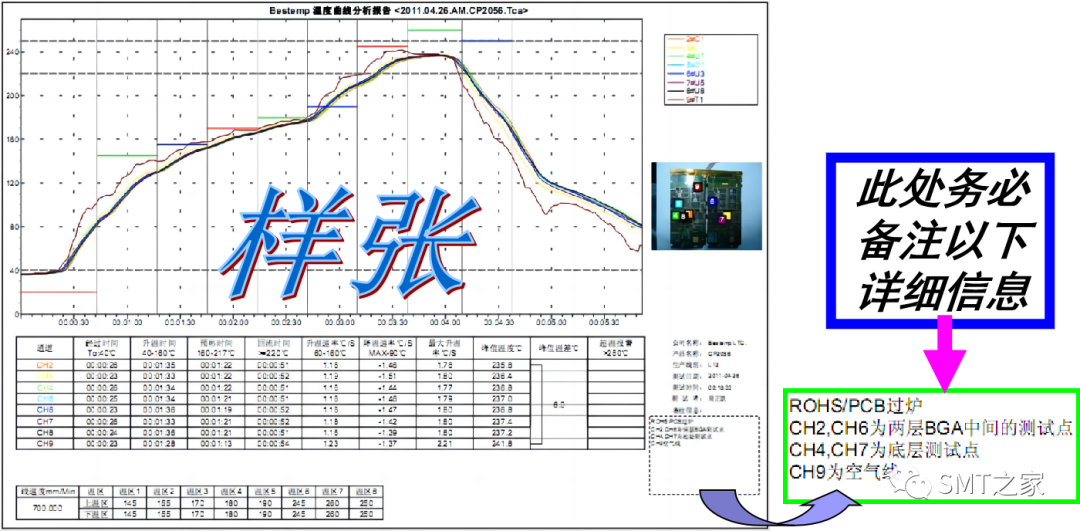
添加图片注释,不超过 140 字(可选)
微信视频号:sph0RgSyDYV47z6
快手号:4874645212
抖音号:dy0so323fq2w
小红书号:95619019828
参考文献链接
人工智能芯片与自动驾驶

 浙公网安备 33010602011771号
浙公网安备 33010602011771号