
超声波焊接铆头紧固检查
先把OP301和OP302两个站设备回原
检查前必须确保两个工站的10个超声波焊头都没有接触到任何物体,防止误操作伤害设备!!!
检查前必须确保两个工站的10个超声波焊头都没有接触到任何物体,防止误操作伤害设备!!!
检查前必须确保两个工站的10个超声波焊头都没有接触到任何物体,防止误操作伤害设备!!!
1. 选中对应焊头
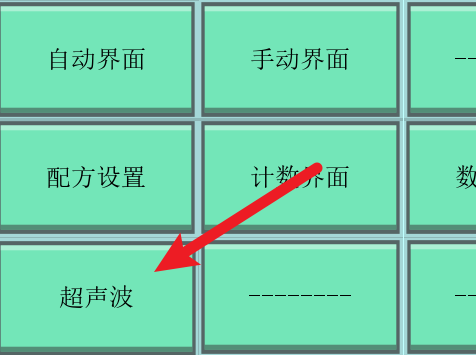
在对应工站的触摸屏上,选中对应探头,点击切换探头。
以OP301为例
左侧3个对应本工站3个一组的铆点,使用的是1号控制器。
右侧2个对应本工站2个一组的铆点,使用的是2号控制器。

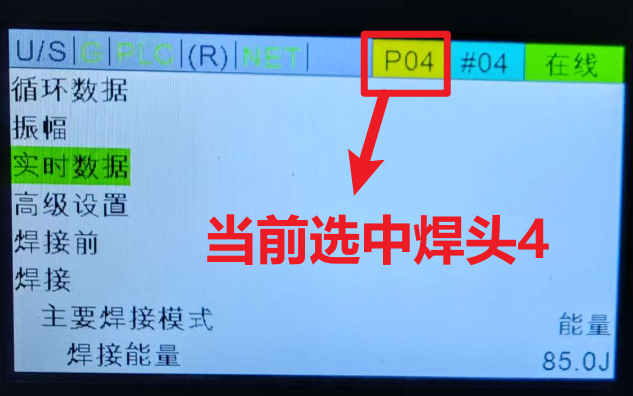
查看控制器页面,确认焊头已切换成功。
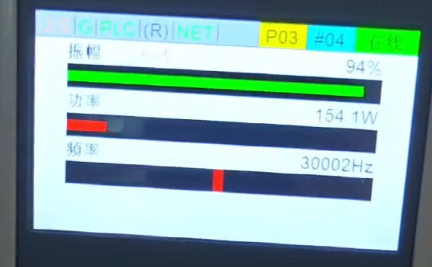
2. 检测焊头当前最优频率
高级设置->频率控制->扫描三联组
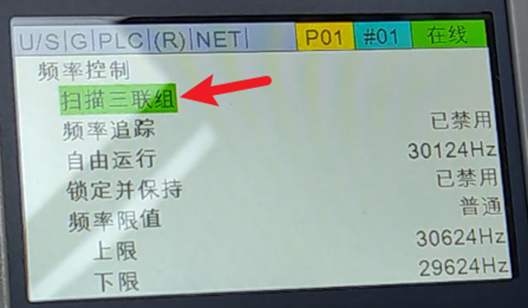

一般频率在29800~30200Hz左右,如有有较大偏差,停止操作,告知工程师。
按CANCEL按钮退出。
3 测试焊头空载运行功率
再次确认焊头没有跟物体接触!!!
点按“TEST”按键0.5秒(时间不要过长),观察这0.5秒内,焊头的功率。
如果焊头连接牢固,功率应该在50W左右,不会高于100W。
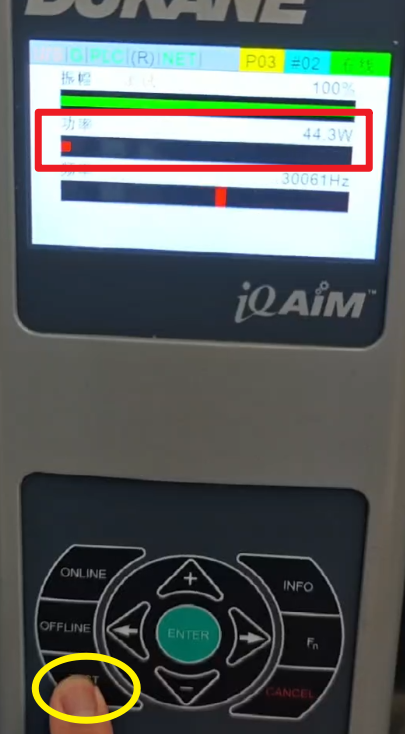
如果焊头松动,一般出现两种情况:
松动不是非常严重的话,功率偏大,下图峰值功率154W。
松动很严重的话,直接报警U116/112/104/106。
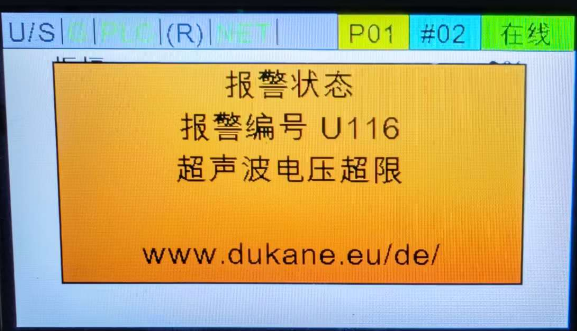
需要立刻停止操作!
确认焊头松动后,不要直接紧固,要拆下排查问题,有可能接触面出现锈蚀,有可能紧定螺丝损坏。
焊头的保养和紧固详见《杜肯超声波焊接铆头保养》



 浙公网安备 33010602011771号
浙公网安备 33010602011771号