
铆钉铆接站
OP62、63、64、111、112、113、291、292铆接站结构是一模一样的。
1.左右支撑块气缸
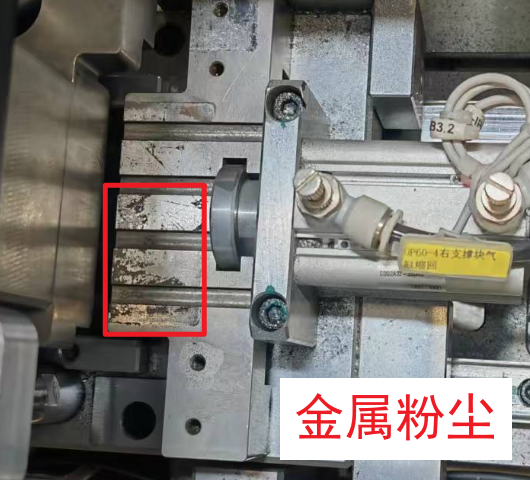
最大的问题点在于本产线的铆钉铆接时镀层脱落比较严重,会累积很多金属屑,掉落到支撑快移动路径上,会造成卡滞。
当前已给产线配置吸尘器,让员工定期清理托盘金属粉尘。后期会在每个铆接工站增加气枪,方便清理。
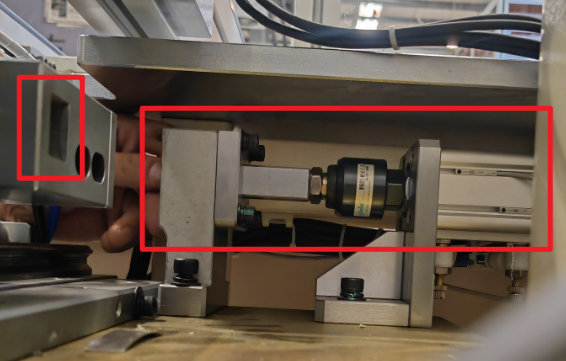
2.切换气缸
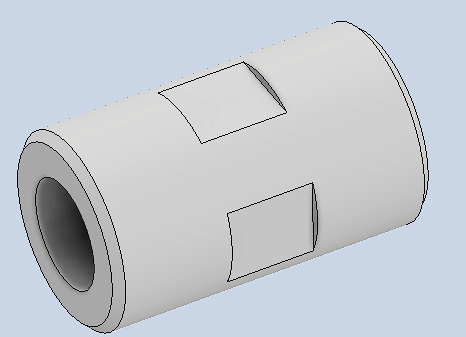
切换气缸最主要的是侧面的死挡,主要由3部分组成:限位柱、调整垫片(黄色)和阻尼(红色)。

(1)限位柱
固定长度的空心柱,内部安装阻尼。
(2)调整垫片
调整垫片有4种厚度,供应商调试时塞入合适厚度的垫片使铆头对中。这种垫片不是很稳定,后期会采购环形薄垫片替换这种半月形的。

(3)阻尼
阻尼千万不要伸出限位柱!!!
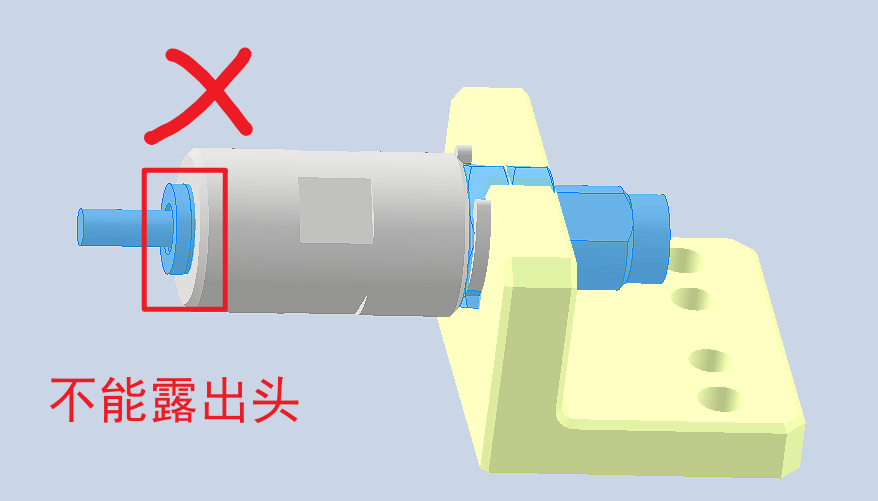
死挡机构出现问题,会造成铆头与铆钉对中不良,铆出月牙。

3.左右插销气缸(已弃用)
**因极易卡滞,已停止使用。

 浙公网安备 33010602011771号
浙公网安备 33010602011771号