线激光测量仪
AIoT工业检测
基于线激光的三维测量技术是近年来新兴的一种非接触测量方式,通过高速激光扫描的方式实现大面积、高分辨率的三维物体表面形貌测量。由于其快速、非接触及高精度等特性,被广泛应用于工业在线测量领域。

一、系统组成
激光测量仪采用激光三角测量原理,利用发射器将激光投射到待测物体表面上,通过传感器/待测物体的移动,即可得到完整轮廓测量结果。
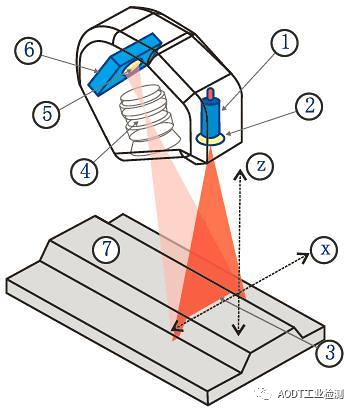
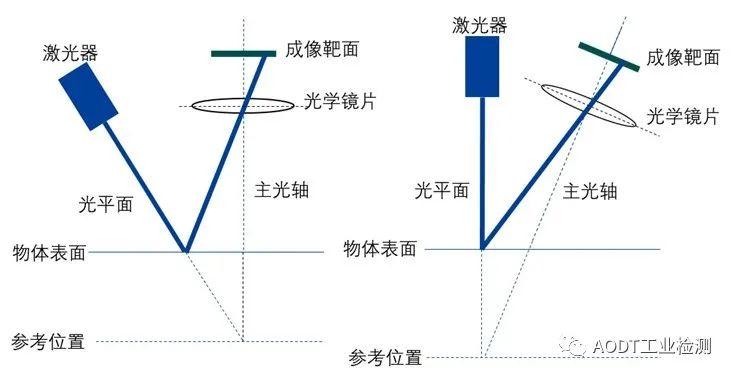
线激光测量仪根据入射方式的不同可分为斜射式和直射式两种,对比如下:
| 入射方式 | 优点 | 缺点 | 适用场景 |
| 斜射式 | 分辨率高 | 光线较宽,不利于提取 | 表面光滑物体 |
| 直射式 | 光线集中,体积较小 | 分辨率低 | 表面粗糙物体 |
二、关键参数
以基恩士LJ-X8400(直射式感测头)线激光测量仪为例进行介绍。
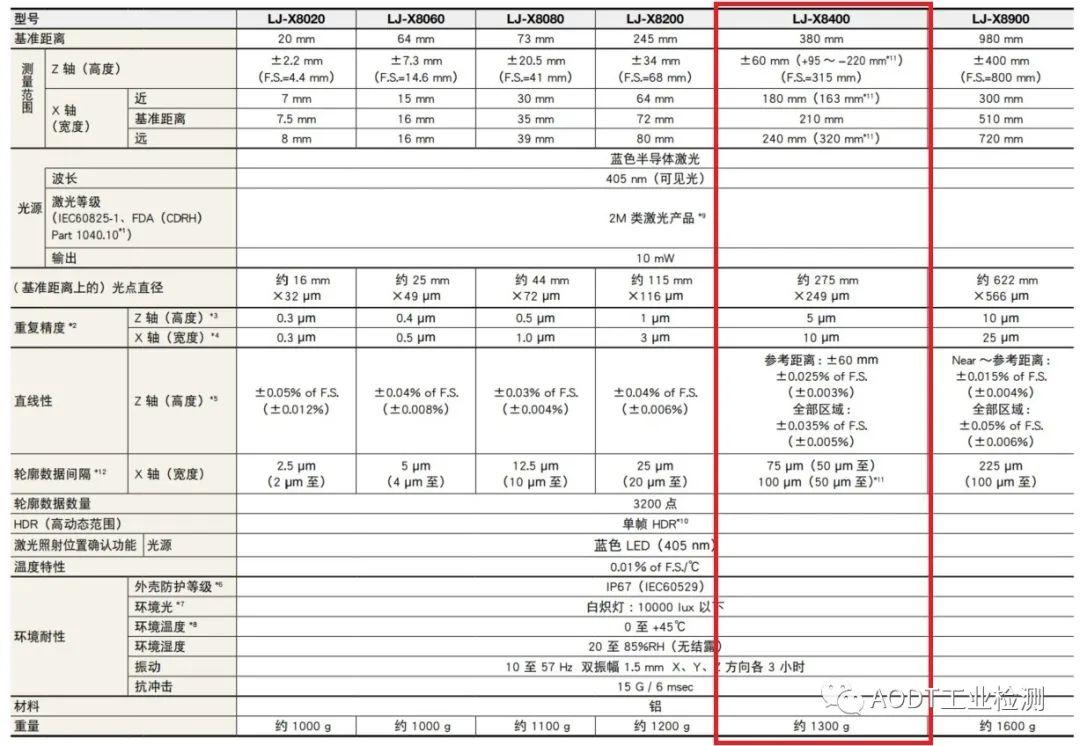
基准距离:380mm,测距285~600mm;
满量程:F.S.=315mm(Full Scale,类比景深);
波长:405nm蓝色半导体激光(成像光束更精细,测量轮廓精度更高);
轮廓数据数量:3200点,直接影响测量精度;
采样周期(帧率):最高16kHz,结合待测物需求精度,决定移动速度上限。(如要求待测物5mm检测精度,运动速度3m/s,则要求传感器帧率在3000/5=600Hz以上)。

三、相关案例
1、芯片引脚共面度
芯片引脚共面性指引脚垂直高度偏差,即低引脚脚底与高引脚脚底的垂直偏差,一般不得超过引脚厚度。共面度不足时会导致贴片焊点错位、插脚偏移,过大时还会导致基板刮损等情况。
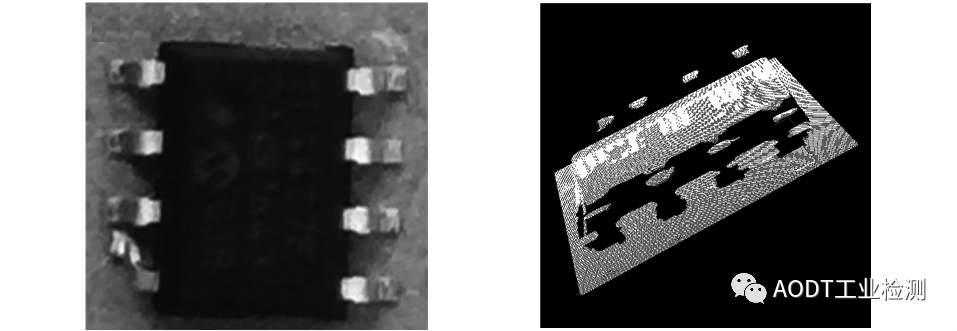
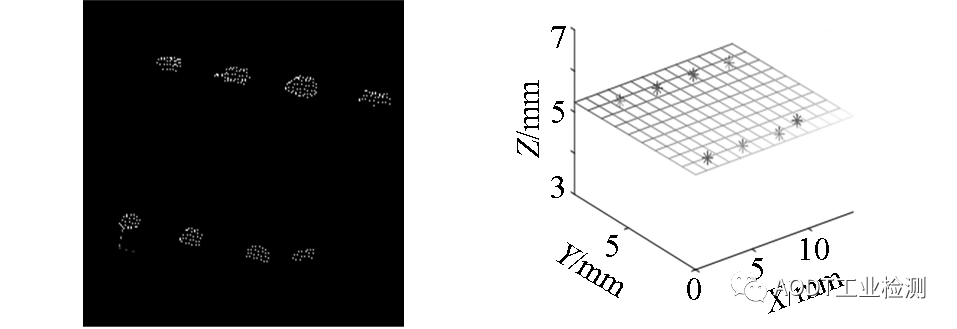
可利用线激光测量仪、二维运动平台实现芯片的三维扫描。引脚分割、平面拟合后计算各个引脚到平面最大距离,若小于阈值则共面度合格。
2、焊缝检测
焊接技术被广泛应用于石油化工、汽车制造等工业领域。焊缝的好坏决定了器件的整体质量,因此针对焊缝余高、熔宽等的检测一直是业界重点研究对象之一。
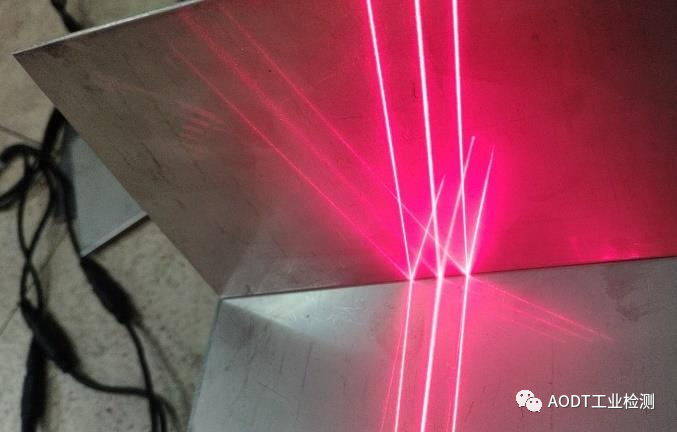

可以利用线激光测量仪结合六轴焊接机器人,实现焊缝质量的在线检测,同时可以实现焊接前轨迹的自动纠偏或焊接后焊缝的自动化打磨。
3、汽车间隙面差
汽车间隙面差是决定车辆外观的重要因素之一,同时也直接影响着车辆的防漏水性能及噪音抑制性能等;因此间隙面差的测量也是汽车出厂时重要的检测步骤之一。

针对汽车间隙面差,利用线激光测量仪方式可具体分为手持式和在线自动式两种,方案详见视觉检测-案例-汽车间隙面差检测方案(链接)。
总结
随着基于视觉的测量技术飞速发展,线激光测量仪凭借非接触、精度高、速度快等优点被广泛地应用于工业检测领域,有效的保证了工业在线测量的精准性和时效性。

 浙公网安备 33010602011771号
浙公网安备 33010602011771号