


PLC.台版.同步控制
1、
1、 [02:19]“FX5-40SSC-S 简单运动模块用户手册(进阶同步控制篇)-1510.pdf” [03:00]“2.2 指令生成轴” [07:55]指令生成轴 - 轴1 参数 [10:01]想办法让虚拟主轴动。[11:23]Cd.300、Cd.301、Cd.302 软件中已经设置好。ZC: 对应软件中的哪些设置啊?? Cd.303、Cd.304、Cd.305、Cd.306等会要在程序中写 [11:50]寸动的速度:“Cd.17 JOG速度” “Cd.181正转JOG启动”、“Cd.182 反转JOG启动” “Cd.180 轴停止” [12:47]指令生成轴程序 [13:50]指令生成轴的GOT界面 [16:42]先停一下写代码,看看指令生成轴能不能动 [17:45]程序写入的时候,“简单运动控制模块设置:01:FX5-...”后面的“□”要打√,若不打√ 刚刚指令生成轴的参数就不会写入PLC [19:00]只要涉及写“Flash ROM”的内容的,都要“reset”重开 [20:58]“指令生成轴” 不需要伺服就可以动,∴ 实体伺服轴没有动
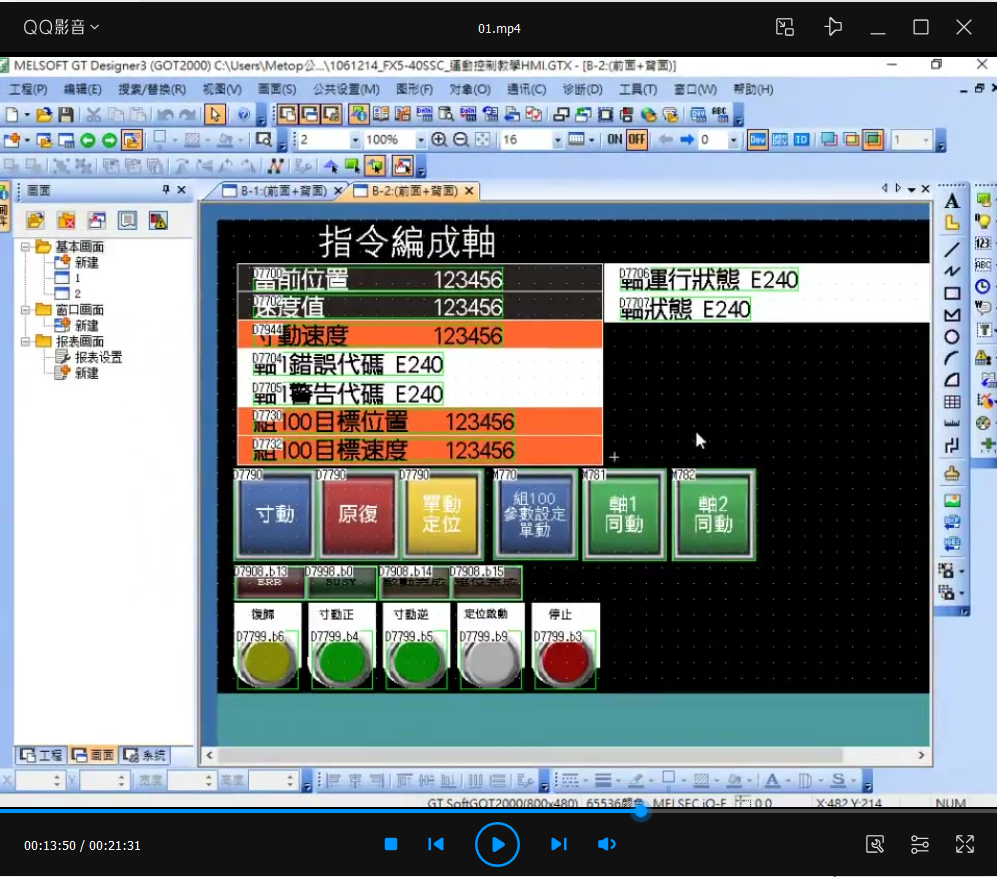
GOT:指令生成轴 当前位置: D7700 轴运行状态:D7706 速度值: D7702 轴状态: D7707 寸动速度: D7944 轴1错误代码:D7704 轴1警告代码:D7705 组100目标位置:D7730 ZC: 参数设置:指令生成轴的表单的第100项的“定位地址” 组100目标速度:D7732 ZC: 参数设置:指令生成轴的表单的第100项的“指令速度” 寸动:D7790 原复:D7790 单动定位:D7790 组100参数设定单动:M770 轴1同动:M781 轴2同动:M782 ZC:状态设置按钮(“寸动”&“复原”&“单动定位”按下不会自己弹出,这3个按钮状态还互斥) ERR:D7908.b13 BUSY:D7998.b0 启动完成:D7908.b14 复位完成:D7908.b15 ZC:状态显示按钮 复归:D7799.b6 寸动正:D7799.b4 寸动逆:D7799.b5 定位启动:D7799.b9 停止:D7799.b3 ZC:动作按钮(松开自动弹起)
1.1、Excel -> 同步控制用控制数据区
| 视频中解释 | Excel中解释 | 其它 | ||
| 寸动速度 | Cd.17 |
Un\G61878 Un\G61879 |
JOG速度 | |
| 轴停止 | Cd.180 | Un\G61960 | 轴停止 | 指令成功,会自动把你设置的1置为0 |
| 复归 | Cd.5 | U1\G61862 | 轴错误复位 | |
| 正转JOG启动 | Cd.181 | U1\G61961 | 正转JOG启动 | out Un\G61961.0 或 mov k1 U1\G61961 |
| 反转JOG启动 | Cd.182 | U1\G61962 | 反转JOG启动 | out Un\G61962.0 或 mov k1 U1\G61962 |
| 原复 | Cd.3 | U1\G61860 | 设置“定位启动编号” | 就是跑 表单中设置的第2项(让电机跑到0的那个项) |
| 单动 | Cd.3 | U1\G61860 | “定位启动编号” | 就是跑 表单中设置的第1项(让电机跑1圈的那个项) |
| 定位启动 | Cd.184 | U1\G61964 | 定位启动 | out Un\G61964.0 或 mov k1 U1\G61964 |
2、
2、 定位控制的设定。方式(1):编写指令->定位控制的设定; (2)表单设定->跑表单 [02:15]表单中,我们要让它走一圈,所以“定位位置”设为“36000pules”,对应“输入轴参数”中“Pr.346:1周期长度”的设定。“指令速度”为“36000pules/s”就是一秒走一圈 [03:00]∵我们要做一个 原点复归,但是我们没有 原点复归,∴ 我们只好让它跑到0。[03:15]可不可以用 当前值更改的方式将它直接设为0,其实也可以,等下试看看。设了一个“81h:当前值更改”的表单项。 第1个让它 跑一圈 第2个让它 跑到0 第3个让它 直接变成0 [04:05]表单设好了 [04:10](1)让它知道我要跑哪一组 (2)启动它 [08:05]尝试当前值更改(表单中第3项) [08:20]跑“原复”(就是跑 表单中的 第2项):“原复”按钮是按下的状态,然后按“定位启动”。可以看到,“当前位置”在变少 [09:13]GOT上面的“停止”按钮,是程序中的“轴停止”吗? [09:40]程序中“原复”改成 跑表单中第3项(修改当前值)。模拟表单没有设进去。ZC: 这里再将表单设进PLC,貌似就不是模拟了吧... 表单每次修改/新增都要重新写入PLC,很麻烦 [11:47]此时 “原复”按钮按下状态下,按“定位启动” GOT中“当前位置”直接变成0了 [12:02]尝试“单动定位”(),按下按钮“定位启动” [12:30]指令生成轴,第二部分表单控制 就到这里了 [13:00]下面 不用表单,用设参数的方式 [14:50]用指令设置参数 [15:11]设置参数: (1)控制方式(视频中说是:定位的方式) (2) 定位位置 (3) 指令速度(视频中说是:定位的速度)。(是对着 软件“简单运动控制模块设置功能”界面的“指令生成轴定位参数”里面的参数 说的) [15:47]手册中的“[Da.1]运行模式”,就是上面软件设置界面中的“运行模式”,是0这个地方可以不设。ZC: 是∵初始化会是0的缘故吗? [17:05]讲它很奇怪很讨厌的原因,手册中写的很抽象,太简单 [18:45]尝试的心路历程 [20:42][21:15]指令生成轴 的各种参数监视地址设置 [21:00]ZC: 前面课程中讲到的 各种参数监视地址设置 [22:25]开始尝试的经过 [29:53]多些的部分,本来想写一个Counter,让它闪3下,但是闪的太快了(ZC: 眼睛看不出来闪3下) ZC: 还是在弄 指令生成轴
3、
3、 [00:21]要让伺服轴动起来了 [00:38]“简单运动控制模块设置功能”界面的“同步控制参数”--“同步参数”-->“轴1同步参数”,相关参数设置 [01:25]“主轴合成齿轮” 会做 “主轴”和“辅助轴” 的切换 [02:01]“输出轴”的地方 需要设置参数 [02:20]“Pr.439:凸轮轴1周期长度”,要跟随/建议 和主轴一样。 ... ... [03:00]轴1 怎么设,轴2 就怎么设 [03:37]币一样处:“主轴”->“辅助输入轴”->“Pr.401类型”:“1:伺服输入轴”。∵ 轴2 要演示 如何做切换(就是上面提到的那个切换)。... ... [04:24]“主轴合成齿轮”->“Pr.402:辅助”:“1:输入+” ZC: 2个都输入?不会乱掉?? [05:00]上面参数基本设置OK。设置凸轮数据(凸轮曲线) [05:35]上面弄好后,数据 写入PLC。下面要写代码了
4、
5、

 浙公网安备 33010602011771号
浙公网安备 33010602011771号