实用指南:机器视觉测量项目中的GRR
机器视觉测量项目中的GRR
正规的GRR表,太复杂了,太耗费时间和人工
所以一般就三张表,
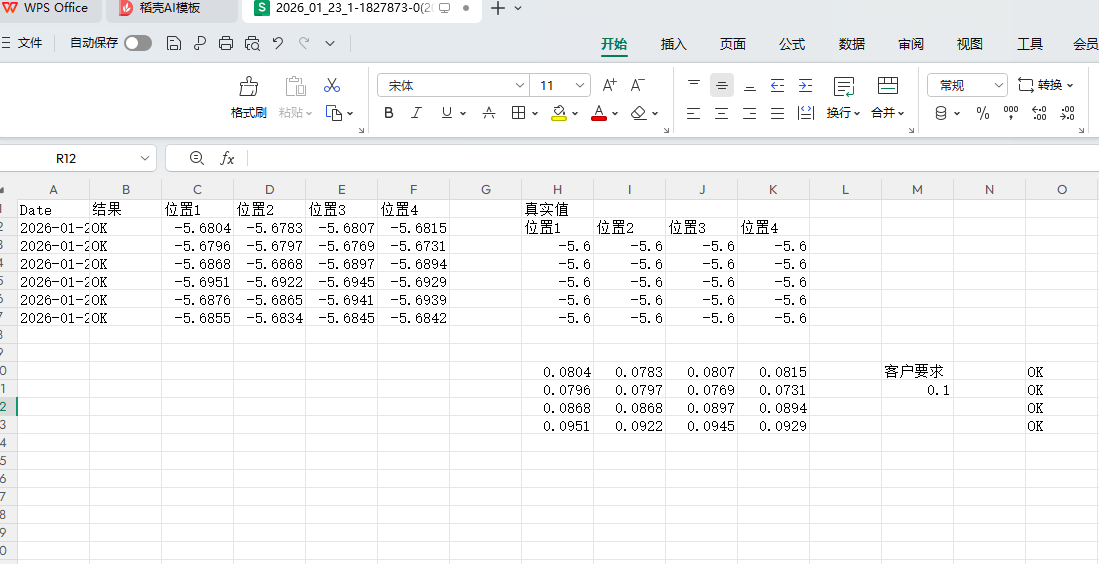
1.是与真值的对比表-CRR(确定视觉系统测量准确性没有问题)
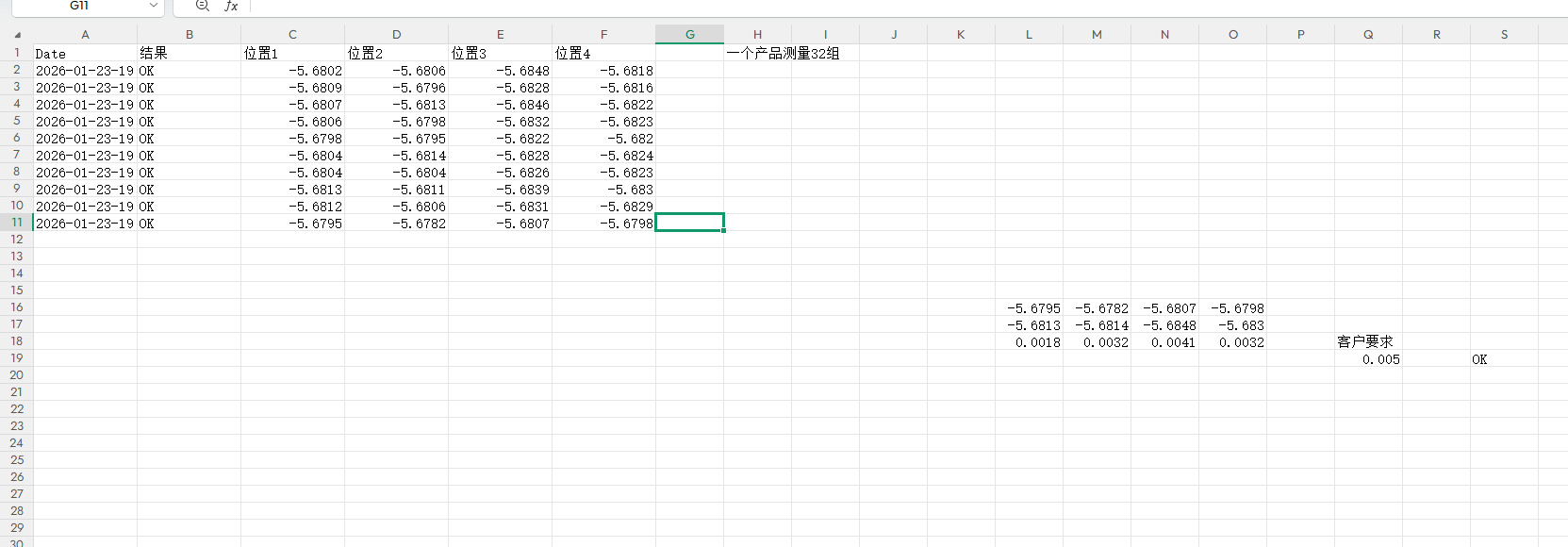
2.重复性表-GRR(确定视觉系统测量稳定性没有问题)
3.动态和静态的GRR表(进而主要确定视觉系统在产线生产过程中测量和稳定性没有问题)
一 交付文件夹
二 CRR
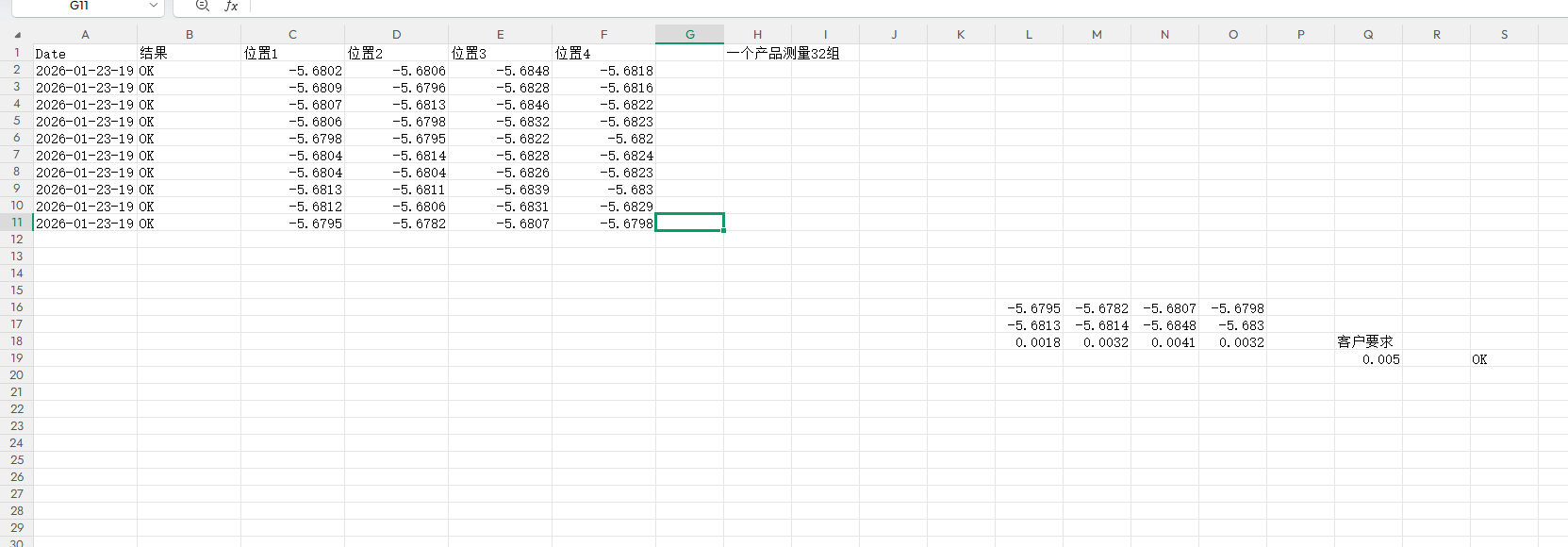
三 GRR(静态)
- 静态GRR:产品放着不动,进行测量(一般一个产品各项指标测量32次)。
- 可以测量32个产品。
- 总数量为:32(产品)x32(反复测32次)x测量项数量
四 动态GRR
- 动态GRR:设备机台正常生产过程中,进行测量(一般一个产品各项指标测量32次)。
- 可以测量32个产品。
- 总数量为:32(产品)x32(反复测32次)x测量项数量
五 和客户的需求交流
1.作为一个资深视觉工程师、TPM技术经理等,必须掌握的技能
2.不是一层不变的,应该主动和客户沟通确定
3.甚至可能主动去修改、添加完善,去满足客户的潜在需求
4.把握GRR表的本质(确保自己的视觉系统的准确性和稳定性),交付的最核心条件之一
GRR的核心定义与工业价值
GRR(Gauge Repeatability and Reproducibility)即测量系统的重复性与再现性分析,是工业质量管理的核心工具。在非标自动化领域,其价值体现在:
- 误差溯源:通过量化设备、人员、环境对测量结果的影响,精准定位变异来源。
- 成本优化:某3C电子企业通过GRR分析将测量体系变异从28%降至12%,年节约校准成本超200万元。
- 合规保障
GRR分析的完整技术流程
1. 实验设计阶段
- 样本选择:需覆盖产品公差范围。某半导体企业选取5个晶圆样本,其厚度公差为±2μm,样本实际厚度分别为100/102/104/106/108μm。
- 人员配置:通常2-3名操作者,需涵盖新手与资深工程师。某光伏企业实验中,新手操作员的再现性误差比资深工程师高40%。
- 测量频次:推荐每个样本测量10-30次。某航空零部件厂商采用动态重复性测试,在机台运动状态下连续测量32次,发现振动导致的误差占比达18%。
3. 数据分析途径
均值极差法(快速评估)
- 计算每个样本的测量极差(R)
- 计算操作者间均值差(X_DIFF)
- 重复性变异(EV)= 5.15×R̄/d2*(d2为控制图常数,n=10时d2=3.078)
- 再现性变异(AV)= 5.15×√[(X_DIFF²-(EV²/nr))/n](nr为每个操作者的测量次数)
方差分析法(精确计算)
使用Minitab软件进行ANOVA分析,输出结果包含:
- 重复性贡献率(%Contribution of Repeatability)
- 再现性贡献率(%Contribution of Reproducibility)
- 零件间变异(%Contribution of Part-to-Part)
案例:某汽车齿轮厂商的GRR分析显示:
- 重复性变异(EV)= 0.012mm(占比45%)
- 再现性变异(AV)= 0.009mm(占比34%)
- 零件间变异(PV)= 0.015mm(占比21%)
总GRR%=√(EV²+AV²)/TV×100%=18.7%
GRR改进的工程实践
1. 设备层面优化
- 相机选型:某FPC连接器厂商改用500万像素工业相机,将测量分辨率从0.02mm提升至0.005mm。
- 光源方案:采用DOE实验设计优化照明角度,某字符识别项目将识别准确率从92%提升至98.5%。
- 机械结构:某精密冲压线通过增加气浮导轨,将机台振动幅度从50μm降至5μm。
2. 算法层面优化
- 亚像素算法:某半导体封装企业应用二次曲面拟合算法,将边缘检测精度从1/10像素提升至1/40像素。
- 温度补偿:建立温度-变形数学模型,某注塑件测量系统在25-35℃环境下保持GRR≤15%。
- 动态滤波:采用卡尔曼滤波算法,某高速运动物体的测量重复性提升3倍。
3. 流程层面优化
- 防错设计:某发动机缸体检测线增加零件到位传感器,消除人为放置误差。
- 数据追溯:建立测量数据区块链存证系统,某航空零部件厂商实现测量过程100%可追溯。
- 智能校准:开发基于深度学习的自动校准系统,某显示屏检测设备校准时间从2小时缩短至15分钟。
GRR分析的实战教程
1. 数据准备
创建数据表结构:
| 操作者 | 零件编号 | 测量值1 | 测量值2 | … | 测量值10 |
|---|---|---|---|---|---|
| A | 1 | 10.05 | 10.04 | … | 10.06 |
| A | 2 | 10.15 | 10.14 | … | 10.16 |
| … | … | … | … | … | … |
2. Minitab操作步骤
- 导入数据:选择「统计」→「质量设备」→「量具研究」→「量具 R&R 研究(交叉)」
- 参数设置:
- 部件数:5
- 操作员数:3
- 试验次数:10
- 测量单位:毫米
- 结果解读:
- 若GRR%≤10%:系统可接受
- 若10%<GRR%≤30%:需改进
- 若GRR%>30%:体系不可用
3. 改进措施制定
根据方差分析结果:
- 若重复性(EV)占比高:
- 检查相机固定方式
- 优化光源均匀性
- 升级运动控制卡
- 若再现性(AV)占比高:
- 标准化操作流程
- 增加操作员培训
- 创建操作引导系统
通过系统化的GRR管理,非标自动化企业可实现测量系统变异降低50%以上,产品不良率下降3-8个百分点,为智能制造奠定坚实的质量基础。

 浙公网安备 33010602011771号
浙公网安备 33010602011771号