#### 浅谈锂离子电池电解液
什么是电解液?
电解液,应该算是锂电四大主材中,生产制造工艺相对简单的了。
这些年走访过国内大大小小各大主材厂商,相比正极的来料-研磨-造粒-烧结-粉碎,负极的来料-粉碎-造粒-石墨化-筛分-除磁-包装,电解液的来料-混合-罐装就显得略简单了点。
但电解液荣膺“四大主材”之一,自然也不可能小觑。
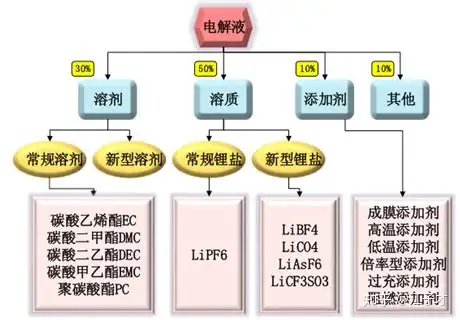
电解液,是由锂盐(六氟磷酸锂,固盐和液盐都有)、溶剂(环状的和链状的,比如EC、DMC、EMC等)、添加剂(比如阻燃添加剂、成膜添加剂等)在反应釜混合而成,看起来工艺很简单,就是简单的物理混合。实际在电解液生产、储存、运输和使用过程中存在一些需要重点关注的点。
1 电解液的生产
首先说生产,现在的电解液配方,其实很多都是电池厂自己做体系搭建时候按照比例配置好的,电解液工厂可能是代工生产。电池厂把配方给到电解液工厂,电解液工厂按照电池厂的配方进行生产交付。
这里面需要注意的,前期需充分识别客户配方的可制造性。也许这个配方是电池厂试验线配置出来的、也可能是其他电池厂生产切换过来的,这中间存在一些变点,并且不同电解液工厂原材料控制、制造水平不一致,同样的配方,不同厂家还真不一定能生产同样性能的电解液。
所以,基于可制造性的评估非常重要,切忌自认为电解液生产简单,就盲目接下电池厂的订单,到时候做出来有问题,给双方都带来麻烦和困扰。
2 电解液的存储与运输
其次是储存和运输,现在电解液基本上都是吨桶储存,吨桶都是要反复回收、清洗后进行使用的。
我们知道电解液在罐装时检测正常,罐装后出现问题,吨桶会是很大的影响因素,如吨桶的泄露、或者本身洗桶不彻底带来的单桶电解液的水分超标、HF超标甚至杂质超标,故而如何做好吨桶的初始验收、洗桶效果确认、使用维护是需要重点考虑的。
这种吨桶只有一定的保温功能,也只是延缓温度变化速率,更小的比如200L的小桶连保温功能都不具备。对于低温电解液,储存和运输都需要控制好相应的环境,避免电解液受热,加速HF的上升。这也是夏天最难以控制的,夏天温湿度大,稍不注意,低温电解液就会指标升高,根据电解液储存试验,通常常温下(25℃)放一天,可能相当于低温下放置几天。而运输过程嘛,好在现在几乎都是朝发夕至,但针对热天,运输过程中的温度监控,也需要和物流公司约定好,最好是能够实时监控。

3 电解液的使用
最后是电解液的使用,电解液需要在有效期内使用,并且一定要结合使用环境,合理取用电解液。
对于低温电解液,以前的电解液还是200L时候,来料往往是4桶绑在一个托盘上,这样到了电池厂仓库会导致仓库拆包存在困难,故而车间会一次性领取整拖,实际使用如果比较长的时候,就会存在部分电解液不在低温存储的情况,增加电解液使用风险。
在固态电池没有批量生产之前,电解液一直会是一个电池主材。随着前期研发,现在电解液的生产技术难度已经很低,主要在于确保原材料和配方的准确性上面。现有情况下,如何能够集中资源,降低成本、提升质量是电解液厂家应该重点关注的问题。

 浙公网安备 33010602011771号
浙公网安备 33010602011771号