

APS系统生产流转方式和批量算法研究
01、前言
在经济领域,生产型企业是经济的根基,有了生产型企业生产出的各种产品,才有物流、网上购物和金融融资等活动。对于生产型企业,其制造能力是其核心竞争力。如何提升制造能力一直是生产型企业面临的课题。制造能力提升包括很多方面,例如提高设备精度,改进产品品质,降低不良率,生产合理安排调度。企业要改进生产管理,使得生产安排更合理,就需要改进生产计划排程。

制造业多数企业为中小企业,中小企业的生产特点一般是多品种、小批量。因企业生产规模小,一般难以接到生产批量大的订单。对于多品种、小批量生产类型,企业生产计划排程一直是个难题。因为品种多,导致数据计算量大,而批量小又会导致换线频繁。
APS是针对生产计划排程的解决方案。APS将生产计划排程的规则固化到计算机软件上,利用计算机高速计算能力提高排产效率,提高生产资源利用率,从而增加企业竞争力。
笔者就职于一家典型的机械加工企业,零件超过2000种,其生产类型属于典型的多品种、小批量。针对本企业生产计划排程的难题,笔者开发了用于本企业的生产计划排程APS系统。本文将结合笔者开发经验,介绍生产计划排程APS中的生产流转方式和批量问题,供相关职业者开发APS系统时参照。
02、三种生产流转方式
对生产型企业,一般说零件每次生产批量都会达到一定数量,例如每批几百或者几千个。一些特殊行业生产批量较少,例如模具行业,针对某个模具,虽然工序很多,但只生产一个或者数个。
大批量生产零件在不同工序前后流转时,就会有一个不同于小批量生产的流转问题。生产小批量零件特别是单个数量,肯定是前工序完工后再开始后工序。但是大批量生产就会出现多种选择,可以这一批零件前工序都完工后再开始后工序的生产,也可以这批零件的前工序完成一部分后,后工序就开始生产。
一般来说,我们可以将成批零件前后工序流转分成三种情况。第一种方式被称为顺序移动,它的特点是成批零件的前工序都完工后,再开始下一道工序;第二种方式是平行移动,它的特点是一整批零件前工序分成几个小批量间断性生产,完成一个小批量后就开始下一道工序的生产;第三种方式是平行顺序移动,它的特点是零件生产不做批量分割,等零件前工序完成部分时,后工序开始生产,但后工序不会有等待加工情况,需要计算好前工序加工完多少数量后再开始后工序,避免如果后工序加工速度比前工序快,后工序出现等待前工序零件加工情况。下面将详细介绍这三种方式。
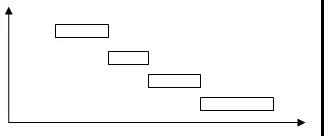
03、顺序移动
顺序移动是指一批零件有多个生产工序,一道工序的整批零件都加工完后,再开始下一道工序。如果用图示表示,图示如下:
采用顺序移动方式的优点是:
1、排生产计划简单,不用花时间计算是否需要批量分隔,也不需要计算,是否前工序未完工时,后工序就要开始加工。
2、设备利用率高。因为加工后工序时,前工序所有零件都已经加工完毕,即使后工序加工速度更快,也不会出现等待料加工的情况。
3、减少车间内搬运量。因为前工序整批零件都加工完后,才开始下工序。可以整批零件都加工后,再转移到下工序所在设备处,搬运效率更高。
顺序移动的缺点是:
生产周期长;因为后工序需要等待前工序全都加工完毕后才能开始,当工序数量超过两个时,后面工序等待时间长,整体生产周期长。
顺序移动适用的场合:
因顺序移动减少了设备出现等待物料加工的情况,也减少了切换次数,降低了设备切换成本,但其加工周期长。它适用于产品交货期比较富余的情况。
顺序移动的生产周期计算方式:
它的零件加工周期计算非常简单,就是零件各工序加工周期做简单加和就可。
例:一批制品,批量为4件,须经四道工序加工,各工序时间分别为:
t1 = 9,t2 = 5,t3 = 15,t4 = 10。
加工周期采用顺序移动方式计算
T=4*(9+5+15+10)
04、平行移动
平行移动是指一批零件中的部分零件一道工序完工后,就转移到下一道工序生产的移动方式。例如一批零件400个,第一工序加工完200个后,这200个就转入二工序加工。当然也可以加工一个零件后,就这一个加工好的零件就转入下一道工序。
当前多数资料介绍平行移动为加工完一个零件,就转移到下一道工序,笔者认为这么定义平行移动过于狭义,因为实际生产中不同类型设备可能位于不同地点,如果完成一个零件某工序就转移到下一道工序搬运太频繁,搬运成本太高,并且如果下工序加工速度快,其等待物料加工情况会很频繁,浪费设备产能。将平行移动定义为完成一批中部分零件后,再转移到下一道工序更符合实际情况,更合理。
因为平行移动生产方式,下一道工序开始时间早,类推最后一道工序开始时间也早,零件的生产周期短。它的生产周期也比下面要介绍的平行顺序生产方式短,是三种生产方式中生产周期最短的移动方式。
平行移动图示如下:
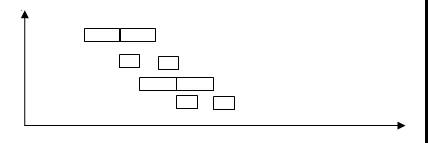
平行移动的优点是:
1、加工周期短,因为不用等待整批零件都加工完,前面工序加工完一部分后,就可以开始后面工序,类推整个加工周期也短了。
2、滞留车间的在制品少了,在制品减少有利于减少空间占用,加快资金周转。
平行移动的缺点:
降低了设备利用率。有的工序因为加工速度快,会有设备空闲等待前工序的情况。如果在等待期间不安排其它零件加工,设备会有一段时间闲置。如果在空闲时间安排其它零件加工,设备加工不同零件会有来回切换的时间成本。
平行移动的适用场合:
相对于顺序移动,平行移动加工周期短,但设备利用率低些。它适用于产品交货期短的紧急情况,为了满足客户交货期,采用平行移动缩短生产周期。
平行移动生产周期的计算方式较顺序移动要复杂,它的计算公式如下:
-
整批数量Q0
-
整批的分段数n
-
分段后批量数量Qn
-
加工工序数量m
-
最长工序加工一件的时间tL
例:一批制品,批量为4件,须经四道工序加工,各工序时间分别为:
t1 = 11,t2 = 5,t3 = 15,t4 = 10。
采用平行移动方式计算,其加工周期
T=(11+5+15+10)+(4-1)×15=86
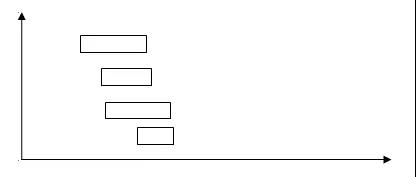
05、平行顺序
三种生产方式将平行顺序放在最后介绍,因为它是既综合前两种生产方式的优点,也综合了它们的缺点。
不同于顺序移动,它并不是一定要前道工序整批零件都加工完了,才开始后到工序,而是在一定程度上,前后工序并行生产。如果前工序生产速度快,后工序慢,这两道工序同时开始生产,后面工序也不会出现等待物料加工情况。如果前工序慢,后工序快,则需要计算,前工序加工到什么程度,后工序再开始加工,避免后工序出现等待物料加工情况。
不同于平行移动,它不对零件生产进行批量分隔,不论每个工序加工速度快或慢,都是整批零件一次加工完。
平行顺序移动图示如下:
平行顺序的优点:
1、 加工周期相对短。因为工序之间在时间上有并行加工的情况,所以它的加工周期比顺序移动短,和平行移动相比,其生产周期长。
2、 设备利用率高。因为平行顺序生产方式,零件批量不分隔,整批一次性加工完,所以设备切换成本低。
缺点:
1、生产排程麻烦。当前工序生产的慢,而后工序生产的快,需要计算前工序完成多少数量后,后工序才能开始加工,有一定计算量。
平行顺序的适用场合: 当客户交货期足够,生产企业又希望降低设备切换成本,可以采用此种生产方式。
平行顺序生产周期计算方式:
注:
T:平行顺序移动方式加工周期;
n:零件批量数量;
ti :第i道工序的生产时间;
tl :单件生产工时,比前后两相邻工序加工时间长的单件工时;可以在第一工序前和最后一道工序后设置时间为0的虚拟工序。
ts :与前后两相邻工序中单件工时比,比前后工序都短的工序的单件工时;
例:一批制品,批量为4件,须经四道工序加工,各工序时间分别为:
t1=11,t2=5,te=15,t4=10
采用平行顺序移动方式计算:
=(11+5+15+10)+(4-1)×(11+15-5)=104
06、平行移动最优批量分隔方式
这3种流转方式中,最复杂的是平行移动,因为平行移动中有个批量分隔的问题。平行移动在生产过程中需要进行批量分隔,最简单的批量分隔方式是各个工序批量分隔数量相同,本文上面介绍的例子就是这种方式。
平行移动的例子,一次生产1000个零件,如果分成4个批次,每批生产250个,开始下一个工序;如果分成5个批次,每批生产200个,就开始下一个工序。分隔成不同的批次数量,影响着两个生产评价因素:
-
切换成本;
-
生产周期。
从生产计划安排的角度,我们希望生产成本低、生产周期短,可实际中,这两个目标又存在矛盾。往往生产周期短,就意味着需要频繁切换,生产成本高;反之,如果希望生产成本低,就需要减少切换次数,生产周期就长。
各工序分隔批量一样是可行方法,但不是最优批量分隔方法,因为不同工序切换成本不一致,更合理的是切换成本高的工序批量分割次数少,或者不分隔,切换成本低的工序可以多分隔工序。第一工序和加工时间最长的工序不需要批量分隔。
平行移动需要求解最优分隔次数,前面介绍用的例子是各个工序分隔次数相同,是为了说明平行移动的生产特点。事实上不同工序切换成本是不一样的甚至差别相当大,以笔者所在机械加工厂为例,加工中心因为其自动化程度高,一次加工尺寸多,切换繁琐,一般需要几个小时。企业经营时间就是金钱,切换时间长,就意味着成本高。而很多主要依靠手工操作的工序切换就很快,例如钻床,耗时才几分钟;如果是完全依靠手工的工序,就几乎没有什么切换成本。所以说,不考虑零件不同工序切换成本的不同,零件各个工序按照同样的数量分隔工序不是最优的平行移动方式,对于切换成本高的工序减少批量分隔数量,对于切换成本低的工序可以有更多的批量分隔数量,这种方式可以在同样的生产周期情况下,切换成本更少,进而生产成本更低。
设法求解零件在平行移动生产过程中,不同工序设置不同的批量分隔数量,进而达到生产周期满足客户订单要求的情况下,生产成本最小的目标。笔者认为有三种求解方式可以采用:
1、穷举法。该方法是通过计算机程序列出零件不同工序各种可能批量分隔方案,然后比较这些方案的生产周期和生产成本,选择在生产周期满足客户交货期要求情况下,生产成本低的方案;
2、提前人工设置好各个工序流转的批量。例如,不论一个工序总加工数量是多少,加工好500个之后,就开始下一工序;
3、先人工设置若干模式,然后程序在模式中选择批量分隔方式。例如设置一种模式,当生产批量大于200并小于500个时,一工序不分隔,二工序分隔三次,三工序分隔二次。
07、后记
在本文,笔者结合自己开发生产计划排程APS系统的开发经验,介绍了生产排产中三种移动方式,并且探讨了有些资料中介绍平行移动过于狭隘的定义,提出了更符合实际情况的定义,也探讨了平行移动中的复杂情况,不同工序分隔次数不一样,这点目前尚未见到其它资料探讨该问题。文中笔者观点供同业者参考。

 浙公网安备 33010602011771号
浙公网安备 33010602011771号