飞剪飞切以及定长切割设备的测量装置对实际切裁尺寸精度的影响
该文章为Hal Dong创作,转载使用请询问,谢谢! www.linkedin.com/in/haldong
飞剪飞切以及定长切割设备的长度方向的切割精度主要受测量、执行延时、负载特性影响。本文主要探讨测量环节对电气计量系统的精度影响或者说对理论测量误差进行分析。
举个容易理解的例子,测量环节是眼睛,执行环节是手臂,最简单有效的精度提升方式是保证眼睛观测物料长度与实际物料长度要一致,也就是说眼睛要看得准,这是切割精度得以保障的基础。
下面我们从测量环节的机械结构、电气系统以及算法三个角度来分析问题。
1.测量系统的结构
对于玻璃等高温运动高磨损部件的测量系统一般采用下图(1)所示的接触轮与测量轮组合的双轮结构。
测量轮为金属轮,保证长期使用不受磨损,轮直径不变,在编码器不变的情况下,测量分辨率可保证。
接触轮为橡胶轮,可保证与物料的充分接触,保证不打滑。
在接触轮、测量轮偏心率为0时,理论上可保证物料移动速度1:1传递给编码器。
但实际安装使用过程中,双轮不可避免的存在偏心问题,导致电控系统获取的速度v与实际运动速度V存在偏差。
可以理解为 v=V + e(t)。
其中e(t)是关于机械角度的扰动,该扰动周期不固定,幅值对于计量长度的影响确实存在。
对于钢管等精度要求不高的场合,可以忽略此部分扰动。对于浮法、压延等精度要求较高的玻璃切割,计量的误差不可忽略。
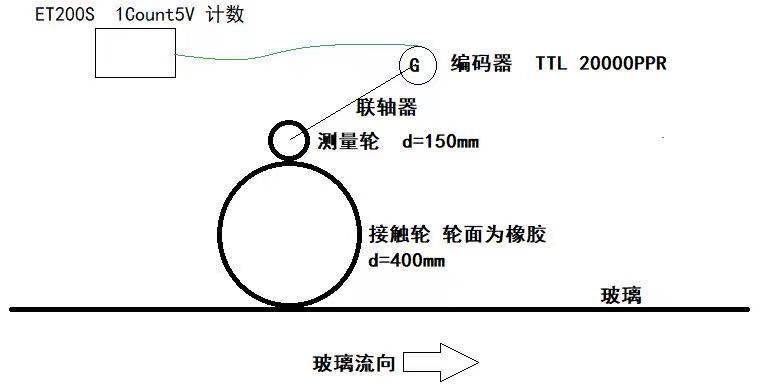
图(1)接触轮与测量轮组合的双轮测量结构
2、实际测量数据分析
在进行理论分析之前,我们可以从现场获取的数据进行简单分析,来验证我们的上述猜测,然后再进行误差公式的推导。
为保证测量环节的数据可靠,下面同时记录了浮法玻璃线的两组EW的测量数据。其横向为时间,单位ms,纵向为速度,单位为mm/s。
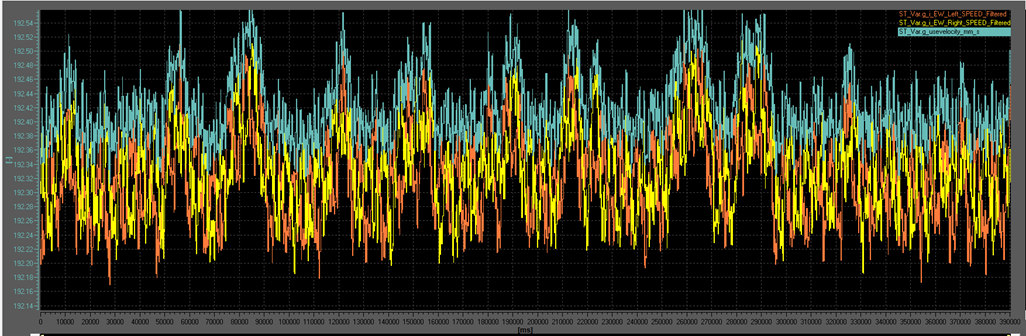
图(2)波形图包络线可观察到超低频扰动 [红色左测速轮速度 ] [黄色右测速轮速度 ] [蓝色使用的两轮平均速度]
图(2)中观察蓝色包络线可知速度存在周期为35-40秒的超低频率扰动,扰动频率0.025-0.03Hz,扰动幅度±0.1mm/s,单独看左侧或右侧测速论的速度包络线,也能看出此超低频扰动的存在;双轮测速均存在此扰动,且相位相同。若为周期的电负荷影响,误差可达±4mm,实际并不存在这么大的误差,所以可排除为电干扰,判断为玻璃的实际速度波动;该扰动源不明,由于变换频率低,且双轮同步所以对于切长没有影响。

 浙公网安备 33010602011771号
浙公网安备 33010602011771号